详细介绍:
技术指标
储存温度:-40~+85℃(-40~185F)
工作温度:0~60℃(140F)
相对湿度:5~95%(无凝结)
背板电流:0.8A
抗冲击性能:15G的冲击峰值持续11毫秒
外壳保护:机箱按照IP54,防止尘土和溅水
抗振动性:0.012in p-p@10~57Hz、9~150HZ时承受1G的重力加速度
RF敏感性:10V rms/m,80Mhz to 1000Mhz,80%AM
绝缘性能:1.5KV对额定51V to 250V的模块
静电放电:8KV空气,4KV接触
时间及日历时钟:
60℃时最大偏差为±5mS/月
在20℃时最大偏差为±20Ms/月
计时精度为一个程序扫描周期
远程I/O最远距离2300米
通讯方式:MODIBUS、串行口通讯、以太网(TCP/IP协议)
系统功能
l 硫磺回收装置开工逻辑
l 回收装置报警联锁画面
l 报警历史画面
l 手动紧急停车控制功能
l 声光报警功能
l 第一报警功能
l 操作状态画面
l SOE事件记录及数据报表打印功能
l 远程通讯功能
l 数据分析和历史趋势描述功能
l 安全等级分级管理功能
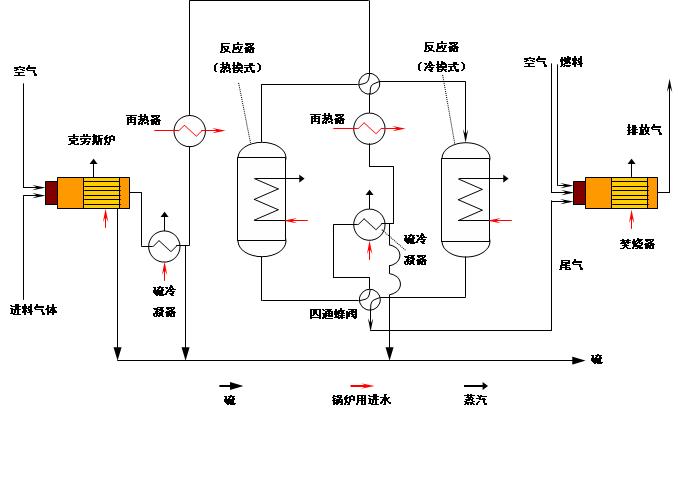
近年来随着我国对环境要求的日益提高及硫磺国际市场价格的升高,我国石化企业对延迟焦化项目中的硫磺回收装置系统非常重视。而著名的克劳斯工艺在我国广泛应用,使硫磺回收率大大的提高、增加了企业的经济效益、保护了环境。硫磺回收率的提高最重要的是工艺装置、但是工艺过程的安全控制是关键。FLH-3320硫磺回收装置安全控制系统是一套保证硫磺回收装置安全运行的重要系统,它根据设计院的设计要求,适应于用户需求,并结合非常丰富现场经验和实际应用、适合现场操作工的习惯。更加体现可靠性、安全性、实用性、经济性、完美的体现设计思路。90年代初期,ClinSulf-SDP工艺把克劳斯装置的催化步骤与低于露点之下的尾气处理系统相结合,整个工艺只使用两台反应器。工艺的中心部分(如图所示)是两台相同的内冷反应器。两个四通阀周期性地转变相匹配的两台反应器的程序,从而使反应器在硫吸附和催化剂再生两个模式中轮换。
系统介绍
从气体中回收硫结合了克劳斯单元和亚露点尾气处理的两段法工艺:
近年来,针对著名的克劳斯工艺――国内已成功引进了多套硫磺回收装置及相关技术,它以硫磺回收装置的成熟工艺(ClinSulf-SDP),一种在低投资和运行成本下可实现99.5%以上硫回收率的双反应器系统,取得良好的经济效益。在传统的克劳斯硫磺回收装置中,两段或三段克劳斯硫磺回收装置与另外的尾气清洗单元(TGCU)相结合可以实现99.3%的硫回收率。通常的TGCU方法包括硫化氢洗涤、亚露点冷凝和直接氧化等步骤。这种组合的装置不仅投资大、建造和维护复杂,而且不能满足当前许多业主对更高硫回收率的要求(大约在99.3~99.8%范围)。